Dodaj produkty podając kody
Stożek wrzeciona BT – MAS403-BT
Stożek wrzeciona BT – MAS403-BT. Kompletny przewodnik techniczny dla użytkowników CNC
Co to jest stożek wrzeciona BT (MAS403-BT)?
Stożek wrzeciona BT zgodny z normą MAS403-BT to standard mocowania narzędzi opracowany w Japonii i dominujący w wielu obrabiarkach CNC w Azji, szczególnie w centrach frezarskich 3-, 4- i 5-osiowych. Wyróżnia się symetryczną konstrukcją kołnierza, która gwarantuje wysoką stabilność przy dużych prędkościach obrotowych.
Norma MAS403-BT określa:
geometrię stożka 7/24,
wymiary kołnierza,
rodzaj i głębokość gwintu ściągającego,
charakterystykę mocowania do wrzeciona,
standard doprowadzenia chłodziwa.
Ze względu na swoją stabilność, stożki BT są szczególnie cenione w frezarkach wysokiej precyzji i systemach automatycznej wymiany narzędzi ATC.
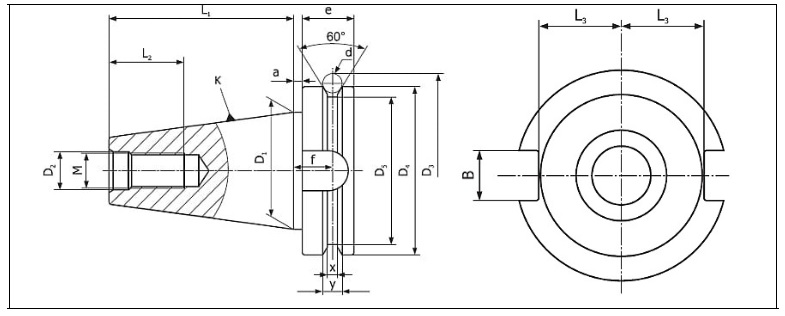
Budowa i geometria stożka BT – MAS403
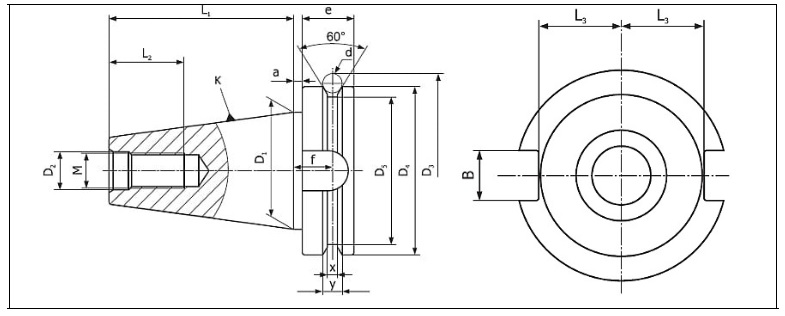
| Typ stożka | K | a [mm] | B [mm] | d [mm] | D1 [mm] | D2 [mm] | D3 [mm] | D4 [mm] | D5 [mm] | e [mm] | f [mm] | x [mm] | y [mm] | L1 [mm] | L2 [mm] | L3 [mm] | M |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BT30 | 30 | 2 | 16,1 | 8 | 31,75 | 12,5 | 56,71 | 46 | 38 | 20 | 13,6 | 4 | 8 | 48,4 | 24 | 16,3 | M12 |
| BT40 | 40 | 2 | 16,1 | 10 | 44,45 | 17 | 75,60 | 63 | 53 | 25 | 16,6 | 5 | 10 | 65,4 | 30 | 22,6 | M16 |
| BT50 | 50 | 3 | 25,7 | 15 | 69,85 | 25 | 119 | 100 | 85 | 35 | 23,2 | 7 | 15 | 101,8 | 45 | 35,4 | M24 |
Stożki BT wykorzystują sprawdzone połączenie 7/24, czyli stożkowe dopasowanie, które zapewnia:
łatwe i szybkie osadzanie w wrzecionie,
bardzo dobrą powtarzalność pozycjonowania,
wysoką sztywność połączenia,
brak zakleszczania nawet przy dużych temperaturach.
Cechy konstrukcyjne charakterystyczne dla BT:
1. Pełna symetria osiowa kołnierza
W odróżnieniu od DIN 69871 i CAT, kołnierz narzędzia BT jest idealnie symetryczny, co daje:
mniejsze drgania,
lepsze wyważenie przy wysokich RPM,
wyższą dokładność pozycjonowania w ATC,
stabilność w obróbce HSM.
2. Dwie powierzchnie bazujące
Stożek BT bazuje na wrzecionie poprzez:
stożek 7/24,
przylgnię kołnierza.
Pozwala to przenosić większe siły skrawania niż w narzędziach z samym bazowaniem stożkowym.
3. Centralny otwór i kanały chłodzące (opcjonalnie)
Większość oprawek BT dostępna jest w wersjach:
BT-A – chłodzenie przez otwór centralny,
BT-B – chłodzenie boczne,
BT-AD/B – chłodziwo zarówno centralne, jak i boczne.
Typowe wielkości stożków MAS403-BT
Najczęściej spotykane rozmiary:
| Typ stożka | Średnica kołnierza (mm) | Długość całkowita (mm) | Gwint ściągający |
|---|---|---|---|
| BT30 | 46 | 60 | M12 |
| BT40 | 63 | 90 | M16 |
| BT50 | 100 | 123 | M24 |
| BT15/BT25 | rzadziej spotykane | - | - |
Najpopularniejsze w przemyśle są modele:
BT40 – do średnich centrów CNC,
BT50 – do dużych centrów obróbczych i ciężkiej obróbki.
Dlaczego stożek BT jest preferowany w wielu maszynach CNC?
1. Stabilność przy wysokich obrotach
Dzięki symetrycznemu kołnierzowi narzędzia BT wykazują doskonałe wyważenie nawet przy:
12 000 rpm,
18 000 rpm,
24 000 rpm i wyżej (HSM).
2. Powtarzalność pozycjonowania w ATC
Stożki BT są kluczowym elementem w szybkich magazynach narzędziowych, ponieważ:
łatwo rozpoznają pozycję orientacyjną,
są odporne na błędy pozycjonowania przy wymianie narzędzi,
pozwalają bezpiecznie przyspieszyć cykle ATC.
3. Zwiększona sztywność pod ciężkim obciążeniem
Dwa punkty bazowania (stożek i kołnierz) zapewniają:
większą odporność na ugięcia,
stabilność narzędzi długich,
lepszą jakość obróbki w stali i żeliwie.
Zastosowanie stożków MAS403-BT w obróbce metalu
Standard ten znajduje zastosowanie przede wszystkim w:
centrach pionowych i poziomych CNC,
maszynach 4- i 5-osiowych,
hybrydowych centrach obróbczych,
produkcji precyzyjnej i HSM,
produkcji seryjnej w branży automotive, lotniczej i formierskiej.
Stożki BT świetnie sprawdzają się w narzędziach:
trzpieniowych,
frezarskich,
do tulei ER,
Weldon,
hydro,
HSK-hybrid BT,
głowic MPC,
oprawek do wierteł i pogłębiaczy.
Porównanie BT vs DIN 69871 vs CAT
| Cecha | DIN 69871 | BT(MAS403-BT) | CAT (ANSI B5.50) |
|---|---|---|---|
| Stożek 7/24 | ✅ | ✅ | ✅ |
| Mocowanie śrubą centralną | ✅ | ✅ | ✅ |
| System ATC | Tak (A, AD) | Tak | Tak |
| Symetria osiowa | ❌ (asymetryczny) | ✅ (symetryczny) | ❌ |
| Zastosowanie | Europa | Europa | USA |
| Wyważenie | Wysokie | Bardzo wysokie | średnie |
Kluczowa różnica:
BT jako jedyny z powyższych zapewnia pełną symetrię osiową, co daje przewagę w obróbce precyzyjnej i szybkiej.
Oznaczenia narzędzi BT – jak je czytać?
Przykład:
BT40 MAS403-AD/B 16×60
Oznacza:
BT40 – wielkość stożka,
MAS403 – norma wykonania,
AD/B – chłodzenie centralne + boczne,
16×60 – średnica chwytu narzędzia 16 mm, długość robocza 60 mm.
Zalety stożków BT – MAS403-BT
✔ najwyższa stabilność przy wysokich RPM
✔ doskonałe wyważenie – kluczowe w HSM
✔ idealne do obróbki precyzyjnej i formierskiej
✔ wysoka powtarzalność w automatycznej wymianie narzędzi
✔ optymalne do magazynów łańcuchowych i bębnowych
✔ szeroka dostępność oprawek: ER, Weldon, Hydro, Shrink-fit
✔ dłuższa żywotność wrzeciona dzięki równomiernemu rozkładowi sił
✔ kompatybilność z japońskimi i azjatyckimi centrami CNC (Mazak, Mori Seiki, Brother, Okuma)
Podsumowanie – dlaczego warto stosować stożek BT?
Stożek wrzeciona MAS403-BT to standard, który wyróżnia się precyzją, stabilnością oraz doskonałym wyważeniem przy pracy z dużą prędkością. Dzięki konstrukcji o idealnej symetrii stożki BT są szczególnie polecane do wymagających aplikacji, takich jak obróbka form, produkcja seryjna i frezowanie HSM.
Jeśli Twoja produkcja wymaga wysokiej dokładności, stabilności oraz pewności mocowania, oprawki i stożki BT będą doskonałym wyborem.