Dodaj produkty podając kody
Stożek wrzeciona DIN 228
Stożek wrzeciona DIN 228 – pełny opis techniczny stożka Morse’a (MT) dla obrabiarek
Czym jest stożek DIN 228? Wyjaśnienie normy
Norma DIN 228 opisuje klasyczny system stożkowego mocowania narzędzi znany jako stożek Morse’a (MT – Morse Taper). To jedna z najstarszych i najstabilniejszych norm stosowanych w obróbce metalu, wykorzystywana głównie w:
tokarkach konwencjonalnych (wrzeciono główne i pinola konika),
wiertarkach kolumnowych i stołowych,
szlifierkach do otworów,
frezarkach konwencjonalnych (przez adaptery),
urządzeniach warsztatowych do wiercenia i roztaczania.
Stożek DIN 228 zapewnia samohamowne połączenie cierne, co oznacza, że narzędzie trzyma się w gnieździe bez dodatkowych elementów mocujących (z wyjątkiem wersji DIN 228-2 z gwintem).
Norma dzieli się na dwie odmiany:
DIN 228-1 – trzpienie narzędziowe Morse’a bez gwintu (samozaciskowe)
DIN 228-2 – trzpienie z gwintem mocującym (drawbar) do pracy w frezarkach lub CNC
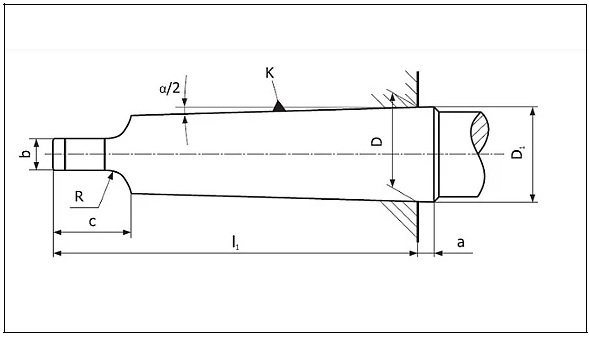
Budowa stożka Morse’a według DIN 228
DIN 228-2
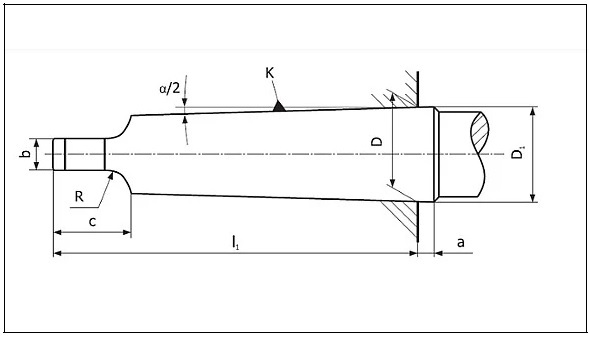
DIN 228-1
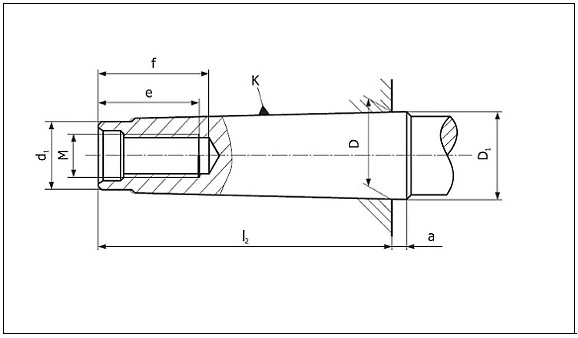
| Typ stożka | K | a [mm] | b [mm] | c [mm] | d [mm] | d1 [mm] | D [mm] | D1 [mm] | e [mm] | f [mm] | l1 [mm] | l2 [mm] | a/2 | R [mm] | M |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MT 0 | 0 | 3,0 | 3,9 | 10,5 | 6,0 | 6,0 | 9,045 | 9,2 | - | - | 16,4 | 56,5 | 1°29'27'' | 4 | - |
| MT 1 | 1 | 3,5 | 5,2 | 13,5 | 8,7 | 9,0 | 12,065 | 12,2 | 16 | 55,0 | 62,0 | 53,5 | 1°25'43'' | 5 | M6 |
| MT 2 | 2 | 5,0 | 6,3 | 16,0 | 13,5 | 14,0 | 17,780 | 18,0 | 24 | 31,5 | 75,0 | 64,0 | 1°25'50'' | 6 | M10 |
| MT3 | 3 | 5,0 | 7,9 | 20,0 | 18,5 | 19,0 | 23,825 | 24,1 | 24 | 33,5 | 94,0 | 81,0 | 1°26'16'' | 7 | M12 |
| MT4 | 4 | 6,5 | 11,9 | 24,0 | 24,5 | 25,0 | 31,267 | 31,6 | 32 | 42,5 | 117,5 | 102,5 | 1°29'15'' | 8 | M16 |
| MT5 | 5 | 6,5 | 15,9 | 29,0 | 35,7 | 35,7 | 44,399 | 44,7 | 40 | 52,5 | 149,5 | 129,5 | 1°30'26'' | 10 | M20 |
| MT6 | 6 | 8,0 | 19,0 | 40,0 | 51,0 | 51,0 | 63,384 | 63,8 | 47 | 61,5 | 210,0 | 182 | 1°29'36'' | 13 | M24 |
| MT7 | 7 | 9,5 | 28,5 | 54,0 | 66,0 | - | 83,058 | 83,5 | - | - | 286,0 | 250,5 | 1°29'22'' | 19 | - |
| Metryczny 80 | 80 | 8,0 | 26,0 | 48,0 | 67,0 | 67,0 | 80,0 | 80,4 | 59,0 | 76,0 | 220,0 | 196,0 | 1°25'56'' | 24 | M30 |
| Metryczny 100 | 100 | 10,0 | 32,0 | 58,0 | 85,0 | 85,0 | 100,0 | 100,5 | 70,0 | 89,0 | 260,0 | 232,0 | 1°25'56'' | 30 | M36 |
Dzięki temu powstaje efekt samozacisku, czyli narzędzie blokuje się ciernie w gnieździe wrzeciona.
Elementy konstrukcyjne MT (DIN 228):
Stożek roboczy
Długi i wąski stożek, gwarantujący dużą powierzchnię kontaktu.Górna płaszczyzna styku (tzw. stożek właściwy)
Zapewnia centryczność i precyzyjne prowadzenie narzędzia.Część walcowa (w niektórych odmianach MT2–MT6)
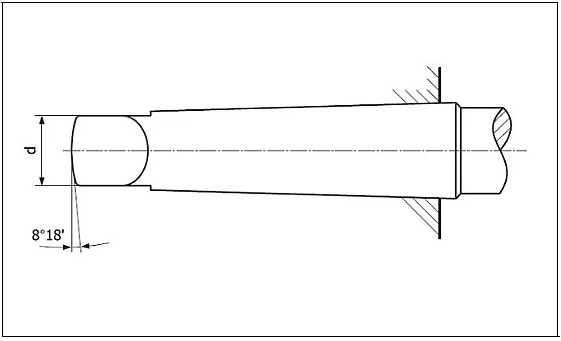
Ułatwia wybijanie narzędzia klinem.Rowek do klina
Umożliwia szybkie wyjęcie narzędzia za pomocą klina wybijaka.Gwint wewnętrzny lub zewnętrzny (DIN 228-2)
Umożliwia mocowanie narzędzia śrubą ciągową w maszynach frezarskich.
Dlaczego stożek DIN 228 jest tak popularny?
1. Samozacisk – prosta i pewna konstrukcja
Dzięki małemu pochyleniu, stożek mocuje się poprzez tarcie, co:
eliminuje konieczność stosowania oprawek,
upraszcza budowę wrzeciona,
ułatwia wymianę narzędzi.
2. Precyzyjne centrowanie
Stożek Morse’a ma dużą powierzchnię styku, co zapewnia wyjątkowo dobrą dokładność promieniową.
3. Bardzo szerokie zastosowanie
To standard stosowany na całym świecie w:
tokarkach,
konikach,
wiertarkach,
maszynach edukacyjnych i warsztatowych.
4. Duża różnorodność narzędzi MT
W normie DIN 228 produkowane są:
uchwyty wiertarskie,
frezy trzpieniowe z MT,
rozwiertaki, pogłębiacze,
tuleje redukcyjne (MT4 → MT3, MT3 → MT2 itd.),
trzpienie do uchwytów ER, Weldon, Whistle Notch.
Zastosowanie stożka DIN 228 w obrabiarkach
Tokarki
Najczęściej w pinoli konika (MT2, MT3, MT4, MT5).
Narzędzia montowane: wiertła, rozwiertaki, pogłębiacze, wytaczadła.
Wiertarki kolumnowe i stołowe
Standardowe uchwyty wiertarskie mają trzpienie MT1–MT3.
Umożliwia to szybkie przejście od tulei do narzędzi różnego typu.
Frezarki konwencjonalne (poprzez DIN 228-2)
Stosuje się śruby ciągowe do mocowania trzpienia.
Daje to większą stabilność przy frezowaniu.
Maszyny edukacyjne i szkoleniowe
MT jest prosty, tani i wytrzymały – idealny do nauki podstaw obróbki.
DIN 228-1 vs DIN 228-2 – różnice
| Norma | Opis | Zastosowanie |
|---|---|---|
| DIN 228-1 | Stożek Morse’a bez gwintu (samozacisk) | tokarki, wiertarki |
| DIN 228-2 | Stożek Morse’a z gwintem pod śrubę ściągającą | frezarki, centra obróbcze starszego typu |
Najczęstsze narzędzia wykonywane według DIN 228
✔ Trzpienie Morse’a do uchwytów wiertarskich
✔ Narzędzia z chwytem MT (wiertła, pogłębiacze, rozwiertaki)
✔ Tuleje redukcyjne MT
✔ Adaptery MT → SK40, SK50 (do frezarek)
✔ Trzpienie ER Morse’a
✔ Trzpienie Weldon Morse’a
Zalety stożków Morse’a (DIN 228)
✔ samozacisk – stabilne mocowanie,
✔ wysoka dokładność promieniowa,
✔ niska cena narzędzi MT,
✔ ogromna dostępność zamienników,
✔ prostota montażu i demontażu,
✔ możliwość pracy w małych i dużych maszynach.
Wady stożków Morse’a
❌ nieprzystosowane do obróbki HSM i wysokich prędkości,
❌ przy zmianie narzędzi wymagają wybijaka (tokarki/wiertarki),
❌ mniejsza sztywność niż stożki 7/24 (SK, BT, HSK).
Podsumowanie – kiedy warto stosować stożek DIN 228?
Stożek wrzeciona według DIN 228 (stożek Morse’a MT) jest najlepszym wyborem, gdy:
pracujesz na tokarkach i wiertarkach konwencjonalnych,
potrzebujesz stabilnego i pewnego samozacisku,
chcesz korzystać z szerokiej gamy tanich i dostępnych narzędzi,
nie wymagasz automatycznej wymiany narzędzi ani dużych prędkości obrotowych.
To jeden z najbardziej niezawodnych standardów mocowania narzędzi w historii obróbki metalu – prosty, tani, precyzyjny i wciąż powszechnie stosowany.