Dodaj produkty podając kody
Stożek wrzeciona i chwyty narzędziowe DIN 1835
Stożek wrzeciona i chwyty narzędziowe DIN 1835 – kompletny opis techniczny dla warsztatów i CNC
Czym jest DIN 1835? – wyjaśnienie normy
Norma DIN 1835 określa typy i wymiary chwytów narzędziowych stosowanych w narzędziach trzpieniowych, takich jak:
frezy trzpieniowe,
wiertła,
pogłębiacze,
rozwiertaki,
narzędzia specjalne.
DIN 1835 nie opisuje stożka wrzeciona, lecz część narzędzia, która jest mocowana w oprawce narzędziowej. Jest to kluczowy standard dla producentów narzędzi, ponieważ determinuje kompatybilność narzędzi z oprawkami ER, Weldon, hydrauliczno-rozprężnymi i termokurczliwymi.
Dzięki standaryzacji DIN 1835 możemy precyzyjnie dobrać narzędzie do:
oprawek frezarskich,
uchwytów zaciskowych,
tulei ER,
oprawek Weldon,
uchwytów termokurczliwych HSK, BT, SK, ISO.
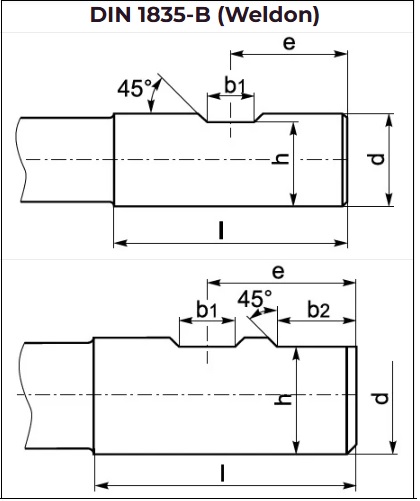
d [mm] | l [mm] | b1 [mm] | b2 [mm] | h [mm] | e [mm] |
|---|---|---|---|---|---|
| 6 | 36 | 4,2 | - | 5,1 | 18,0 |
| 8 | 36 | 5,5 | - | 6,9 | 18,0 |
| 10 | 40 | 7,0 | - | 8,5 | 20,0 |
| 12 | 45 | 8,0 | - | 10,4 | 22,5 |
| 14 | 45 | 8,0 | - | 12,7 | 22,5 |
| 16 | 48 | 10,0 | - | 14,2 | 24,0 |
| 18 | 48 | 10,0 | - | 16,2 | 24,0 |
| 20 | 50 | 11,0 | - | 18,2 | 25,0 |
| 25 | 56 | 12,0 | 17,0 | 23,0 | 32,0 |
| 32 | 60 | 14,0 | 19,0 | 30,0 | 35,0 |
Rodzaje chwytów według DIN 1835 – oznaczenia A, B, E, W, N oraz Z
DIN 1835 definiuje kilka typów chwytów narzędziowych, które różnią się konstrukcją, geometrią oraz przeznaczeniem.
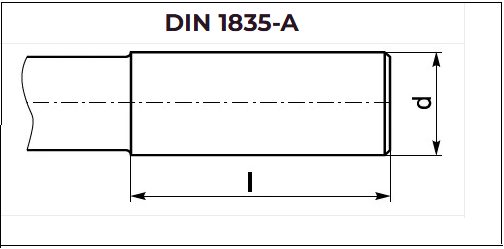
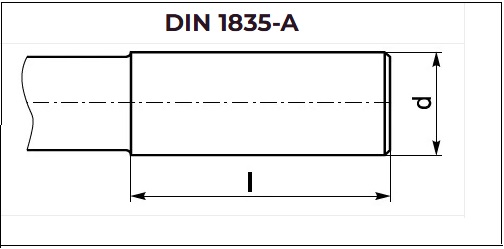
1. DIN 1835-A – chwyt cylindryczny gładki
Najpopularniejszy rodzaj chwytu.
Cechy:
gładka powierzchnia walcowa,
tolerancja zazwyczaj h6,
stosowany w tulejach ER, uchwytach precyzyjnych i oprawkach hydraulicznych.
Zastosowanie:
Frezy trzpieniowe, wiertła, rozwiertaki, narzędzia do ogólnej obróbki.
2. DIN 1835-B – chwyt Weldon (z płaską powierzchnią)
Chwyt z jednym lub dwoma spłaszczeniami.
Najbardziej stabilny typ z punktu widzenia przenoszenia momentu.
Cechy:
jedno lub dwa płaskie frezowania,
możliwość zablokowania śrubą boczną w oprawce,
zapobiega wysuwaniu narzędzia (ważne przy dużych posuwach).
Zastosowanie:
Frezowanie zgrubne, obróbka HSM, ciężkie warunki pracy.
3. DIN 1835-E – chwyt termokurczliwy (Slim / Heat Shrink)
Chwyt idealny do oprawek termokurczliwych.
Cechy:
wysoka dokładność,
mała tolerancja średnicy (h5 lub h6),
maksymalna stabilność przy dużych prędkościach obrotowych.
Zastosowanie:
Obróbka precyzyjna, formy i matryce, obróbka HSC.
4. DIN 1835-W – chwyt z pierścieniem
Spotykany w narzędziach do:
wiertarek automatycznych,
maszyn specjalnych,
systemów szybkiej wymiany narzędzi.
5. DIN 1835-N – chwyt stożkowy
Chwyt o delikatnym stożku.
Dawniej bardzo popularny, obecnie rzadziej stosowany.
Zastosowanie:
Starsze systemy mocowania, wiertarki konwencjonalne.
6. DIN 1835-Z – chwyt z rowkami
Stosowany głównie w:
narzędziach specjalnych,
systemach z kluczem prowadzącym.
Tabela porównawcza typów DIN 1835
| Typ chwytu | Konstrukcja | Kompatybilność | Przeznaczenie |
|---|---|---|---|
| A | Cylindryczny | ER, Weldon, Hydro, HSK/BT/SK | Najbardziej uniwersalny |
| B | Spłaszczenie (Weldon) | Oprawki Weldon | Ciężka obróbka |
| E | Precyzyjny do termokurczu | Heat-Shrink | Obróbka precyzyjna, HSC |
| W | Z pierścieniem | Maszyny automatyczne | Szybka wymiana |
| N | Stożkowy | Systemy historyczne | Starsze maszyny |
| Z | Rowkowany | Specjalne systemy | Precyzyjne prowadzenie |
Wymiary chwytów DIN 1835 – główne parametry
Norma określa:
średnicę chwytu d,
długość chwytu l,
tolerancję średnicy (np. h6, h5),
geometrię płaskich powierzchni (typ B),
długość sekcji roboczej narzędzia,
współosiowość oraz bicie promieniowe.
Typowe średnice chwytów według DIN 1835:
3 mm
4 mm
6 mm
8 mm
10 mm
12 mm
16 mm
20 mm
25 mm
32 mm
Najczęściej stosowane w frezarkach CNC: 6 mm, 8 mm, 10 mm, 12 mm i 16 mm.
Gdzie stosuje się chwyty DIN 1835?
Frezarki CNC i konwencjonalne
Chwyty DIN 1835-A, B i E są podstawowym standardem:
frezów trzpieniowych,
wierteł VHM i HSS,
frezów do rowków i fazowników.
Wrzeciona HSK, BT, SK, ISO
Narzędzia z chwytem DIN 1835 montuje się w:
oprawkach ER,
oprawkach Weldon,
oprawkach hydraulicznych,
uchwytach termokurczliwych,
oprawkach zaciskowych.
Automatyczne linie produkcyjne
Chwyt W oraz Z są stosowane w maszynach automatycznych i systemach szybkiej wymiany.
Zalety chwytów narzędziowych DIN 1835
✔ kompatybilność z niemal wszystkimi popularnymi oprawkami narzędziowymi,
✔ szeroki zakres typów – do lekkiej, precyzyjnej i ciężkiej obróbki,
✔ wysoka dostępność narzędzi skrawających,
✔ precyzyjna tolerancja chwytu,
✔ możliwość pracy na wysokich obrotach (typ E),
✔ pewne mocowanie (typ B),
✔ idealne dopasowanie do oprawek ER.
Wady systemu DIN 1835
❌ wymaga oprawek pośrednich (nie jest to stożek wrzeciona),
❌ przy złym dobraniu typu chwytu może dojść do wysunięcia narzędzia (np. typ A w ciężkiej obróbce),
❌ część typów (N, Z) stosowana jest rzadko.
Porównanie DIN 1835 z innymi systemami chwytów
| Norma | Typ systemu | Przeznaczenie |
|---|---|---|
| DIN 1835 | Chwyty narzędziowe | Frezowanie, wiercenie |
| DIN 2080 | Stożek narzędziowy 7/24 | Frezarki konwencjonalne |
| DIN 69871 / BT / SK | Stożki wrzeciona | CNC, ATC |
| DIN 228 | Stożki Morse’a | Tokarki, wiertarki |
DIN 1835 jest kompatybilny z wszystkimi powyższymi, ponieważ określa chwyt narzędzia, nie stożek maszyny.
Podsumowanie – dlaczego norma DIN 1835 jest tak ważna?
Norma DIN 1835 to fundament kompatybilności narzędzi skrawających z oprawkami narzędziowymi w frezarkach CNC. To ona determinuje, czy narzędzie będzie:
stabilnie zamocowane,
odporne na wysuwanie,
kompatybilne z posiadaną oprawką,
odpowiednie do precyzyjnej lub ciężkiej obróbki.
Dzięki tej normie wybór narzędzi do oprawek ER, Weldon, hydrauliczych czy termokurczliwych jest prosty i bezproblemowy.
DIN 1835 to standard, którego należy używać zawsze, gdy zależy nam na powtarzalności, jakości mocowania i długiej żywotności narzędzi.